CNC dik işleme (Vertical Machining Center – VMC), hassas parça üretiminde en yaygın kullanılan yöntemlerden biridir. Ancak doğru tasarım yapılmadan üretime geçildiğinde hem maliyet artar hem de kalite problemleri ortaya çıkar.
Bu rehberde, CNC dik işleme için tasarım yaparken dikkat edilmesi gereken tüm kritik noktaları ele alıyoruz. Eğer projeniz için profesyonel destek arıyorsanız, bizimle iletişime geçebilirsiniz.
CNC Dik İşleme Nedir?
CNC dik işleme, kesici takımın dik eksende (Z ekseni) hareket ettiği ve genellikle 3 eksen veya daha fazlasına sahip makinelerde gerçekleştirilen talaşlı imalat yöntemidir.
Bu yöntem özellikle:
Alüminyum alaşımları (5083, 6061, 7075), Çelik alaşımları (ST37, C45), Paslanmaz çelikler (304, 304L, 403, 416L) ve
Plastikler (Delrin, UHMW, LDPE, HDPE, PEEK)
gibi malzemelerden yüksek hassasiyetli parçalar üretmek için tercih edilir.
Tasarımda Neden Kurallar Var?
CNC dik işleme, dışarıdan bakıldığında tamamen serbest bir üretim yöntemi gibi görünse de aslında takım geometrisi, makine kabiliyetleri ve fiziksel limitler ile ciddi şekilde kısıtlanır. Kullanılan frezelerin çapı, erişim derinliği, titreşim (chatter) riski ve bağlama yöntemleri; tasarımın nasıl olması gerektiğini doğrudan belirler. Bu yüzden CNC tasarım kuralları, sadece “öneri” değil, aynı zamanda üretilebilirliği, maliyeti ve parça kalitesini belirleyen kritik prensiplerdir.
Bu kurallara uygun tasarım yapmak:
- Daha kısa işleme süresi
- Daha düşük maliyet
- Daha yüksek yüzey kalitesi sağlar.
Tasarımınızın üretime uygun olup olmadığından emin değilseniz, çizimlerinizi inceleyip geri bildirim sağlamak için bizimle iletişime geçebilirsiniz.
CNC Tasarımında En Sık Yapılan Hatalar
Yanlış tasarım kararları, üretim süresini ve maliyeti ciddi şekilde artırabilir.
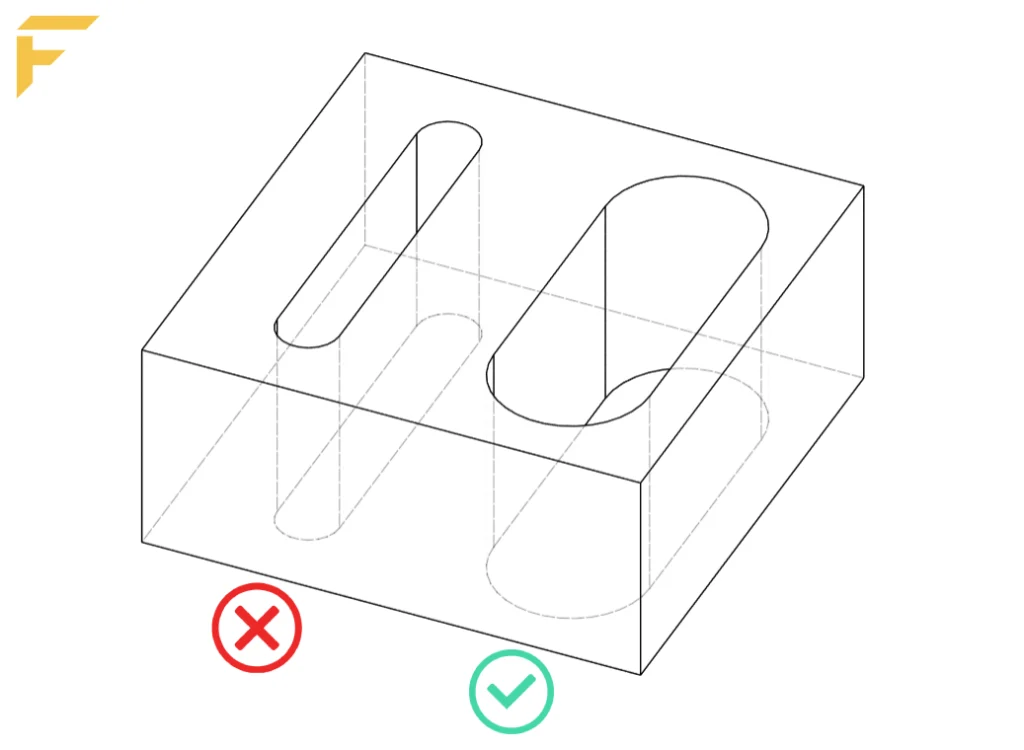
1. Gereksiz Dar Cepler
Dar ve derin cepler:
- Küçük çaplı takım gerektirir
- İşleme süresini uzatır
- Takım kırılma riskini artırır
Mümkün olduğunca daha geniş ve erişilebilir cepler tasarlayın.
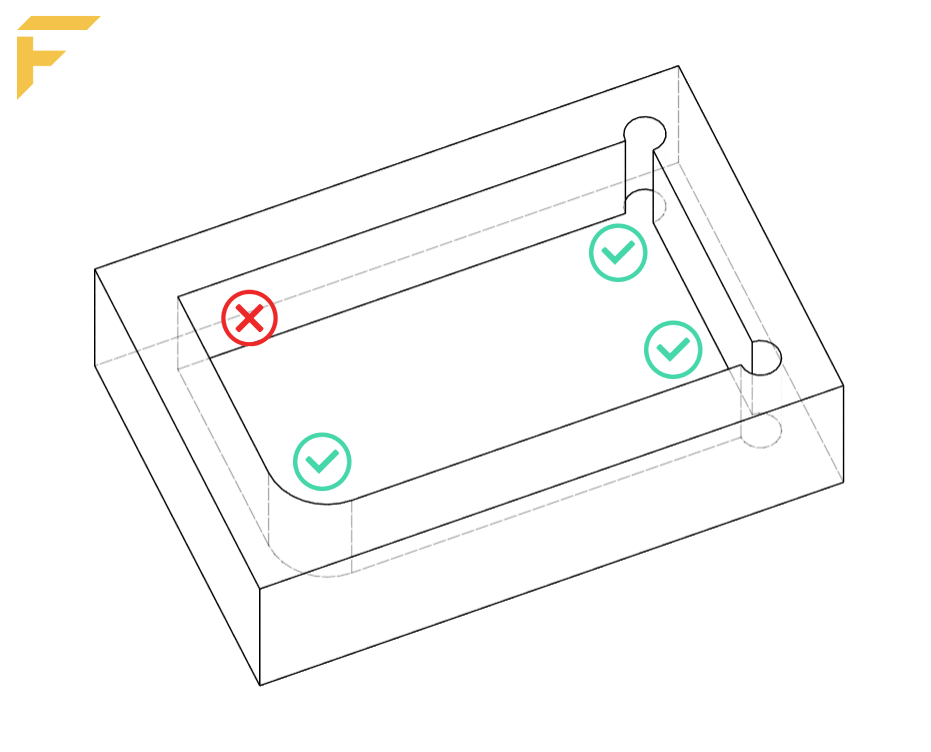
2. Keskin İç Köşeler
CNC freze uçları dairesel olduğu için tam keskin iç köşe üretmek mümkün değildir.
- İç köşelerde radüs bırakın (örneğin R2, R3)
- Alternatif olarak “dogbone” tasarımı kullanın.
3. Aşırı Sıkı Toleranslar
Her ölçüye ±0.01 mm tolerans vermek:
- Gereksiz maliyet oluşturur
- İşleme süresini uzatır
Kritik olmayan bölgelerde daha geniş tolerans kullanın.
Sadece gerekli yerlerde hassasiyet isteyin.
Fastfab teknoloji olarak, müşterilerimizin ihtiyaçlarına yönelik çözümler üreterek, projelerdeki ekstra maliyetlerden kısıp, daha hızlı ve verimli sevkiyatlar gerçekleştiriyoruz.
CNC Dik İşleme İçin Tasarım Kuralları
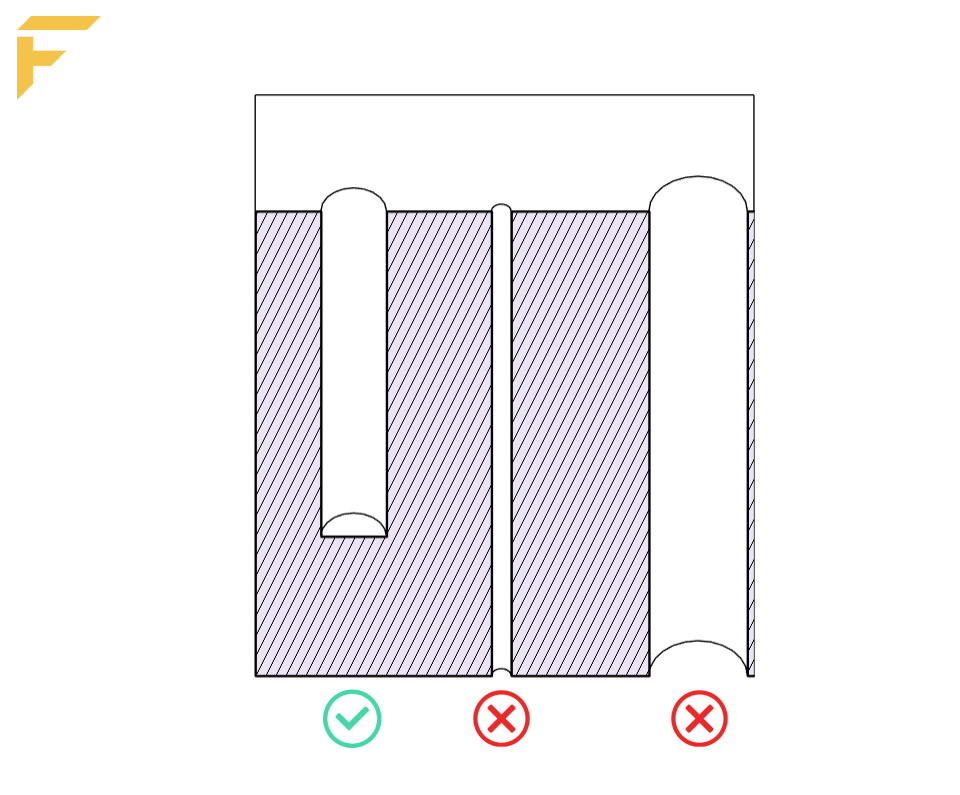
Minimum Takım Çapı ve Cep Derinliği
Genel kural:
Derinlik / çap oranı mümkünse 3:1 – 4:1 aralığında olmalıdır.
Örnek:
3 mm takım kullanılacaksa → maksimum ~10–12 mm derinlik
Uzun takımlar hem titreşime geçerek yüzey kalitesini bozabilir, hemde toleransların tutturulmasına engel olabilir. Özellikle iç ceplerde, bu kurallara dikkat edilmeli.
Duvar Kalınlığı
Çok ince duvarlar:
- Titreşime neden olur
- Yüzey kalitesini düşürür
Delik Tasarımı
Standart matkap ölçülerini kullanmak büyük avantaj sağlar. Ayrıca, deliğin, başka bir delik/duvara yakın olup olmamasına dikkat ediniz. Diş çekilecek delikler için standart matkap ölçülerin kullanılması ve deliğin derinliğine dikkat etmeniz gerekmektedir.
Örnek:
M3 için: 2.5 mm matkap
M4 için: 3.3 mm matkap
Ayrıca:
Kör deliklerde talaş tahliyesine dikkat edin
Çok derin deliklerden kaçının
Malzeme Seçimi ve İşlenebilirlik
Doğru malzeme seçimi, CNC dik işleme sürecinde sadece işlenebilirliği değil; aynı zamanda parça hassasiyetini, yüzey kalitesini, takım ömrünü ve çarpılma (warping) riskini doğrudan etkiler. Yanlış malzeme tercihi, en iyi takım yolları ve makineler kullanılsa bile istenilen sonucu vermeyebilir.
Özellikle ince duvarlı veya hassas toleranslı parçalarda, malzemenin iç gerilimleri (residual stress) işleme sonrası deformasyona neden olabilir. Bu yüzden tasarım aşamasında sadece mekanik özellikler değil, işleme davranışı da mutlaka dikkate alınmalıdır.
En Yaygın CNC İşleme Malzemeleri
6061 Alüminyum
Avantajlar: Kolay işlenir, düşük takım aşınması, iyi yüzey kalitesi
Kullanım alanları: Havacılık, otomotiv, makine parçaları, prototip üretim
Dikkat edilmesi gerekenler:
T651 gibi gerilim giderilmiş (stress relieved) versiyonları tercih edilmelidir
İnce kesitlerde, özellikle tek taraftan talaş kaldırıldığında çarpılma riski oluşabilir
7075 Alüminyum
Avantajlar: Yüksek mukavemet, sertlik
Kullanım alanları: Havacılık, savunma sanayi, yüksek yük taşıyan parçalar
Dikkat edilmesi gerekenler:
6061’e göre daha zor işlenir
Daha agresif kesimlerde gerilim açığa çıkması ve deformasyon riski daha yüksektir
C45 Çelik (1.0503)
Avantajlar: Yüksek dayanım, yaygın bulunabilirlik
Kullanım alanları: Makine parçaları, miller, kalıp elemanları
Dikkat edilmesi gerekenler:
Sertlik durumuna göre işleme zorlaşabilir
Büyük talaş kaldırmalarda gerilim boşalması sonucu şekil değişimi görülebilir
4140 Alaşımlı Çelik
Avantajlar: Yüksek mukavemet, ısıl işlem uygulanabilirlik
Kullanım alanları: Kalıp parçaları, yüksek dayanım gerektiren mekanik bileşenler
Dikkat edilmesi gerekenler:
Isıl işlemli (pre-hardened) versiyonları oldukça zor işlenir
Takım seçimi ve kesme parametreleri kritik hale gelir
Yanlış işleme stratejisinde distorsiyon (çarpılma) riski oluşabilir
ST37 (S235JR) Çelik
Avantajlar: Nispeten kolay işlenir
Kullanım alanları: Genel konstrüksiyon, taşıyıcı parçalar
Dikkat edilmesi gerekenler:
Homojenliği C45 ve 4140’a göre düşüktür
Yüzey kalitesi ve tolerans stabilitesi sınırlı olabilir
İnce ve hassas parçalarda beklenmeyen deformasyonlar oluşabilir
Paslanmaz Çelik (304 / 316)
Avantajlar: Korozyon direnci, dayanıklılık
Kullanım alanları: Gıda, medikal, kimya endüstrisi
Dikkat edilmesi gerekenler:
İşlenmesi zordur
Takım ömrü düşüktür
Isı birikimi nedeniyle ölçü stabilitesi ve yüzey kalitesi zor kontrol edilir
CNC İşleme Maliyetini Düşürmenin Yolları
1. Standart Takımlar Kullanın
Özel takım gerektiren tasarımlar maliyeti artırır.
2. Setup Sayısını Azaltın
Parçayı tek bağlamada işlemek:
Daha hızlıdır
Daha hassastır
3. Gereksiz Detaylardan Kaçının
Estetik ama işlevsiz detaylar:
İşleme süresini artırır
Maliyeti yükseltir
Karmaşık parçalar için üretim uygunluğunu merak ediyorsanız, bizimle info@fastfab.co üzerinden iletişime geçebilirsiniz.
Sonuç: Doğru Tasarım = Düşük Maliyet + Yüksek Kalite
CNC dik işleme sürecinde başarının anahtarı, üretilebilirliği yüksek bir tasarım yapmaktır. Küçük tasarım değişiklikleri bile maliyet ve kalite üzerinde büyük fark yaratabilir.
Fastfab Teknoloji olarak müşterilerimize tasarım optimizasyonu, prototipleme ve seri üretimde destek sağlıyoruz.